Experiment Overview
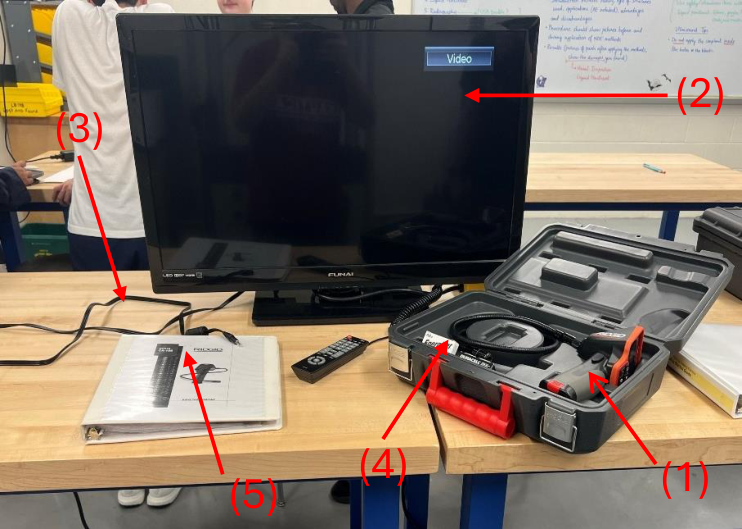
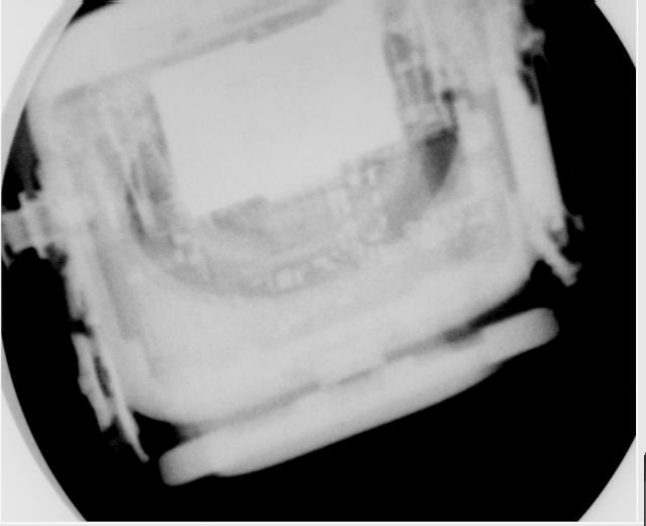
Every aircraft in service is inspected continuously using nondestructive evaluation (NDE) methods — techniques that find damage without harming the part being inspected. NDE is what allows airlines to operate aging aircraft safely and enables manufacturers to certify composite primary structures. This lab provided hands-on exposure to five complementary NDE techniques applied to real aerospace hardware: visual inspection (borescope), thermography, radiography, liquid penetrant, and ultrasonics.
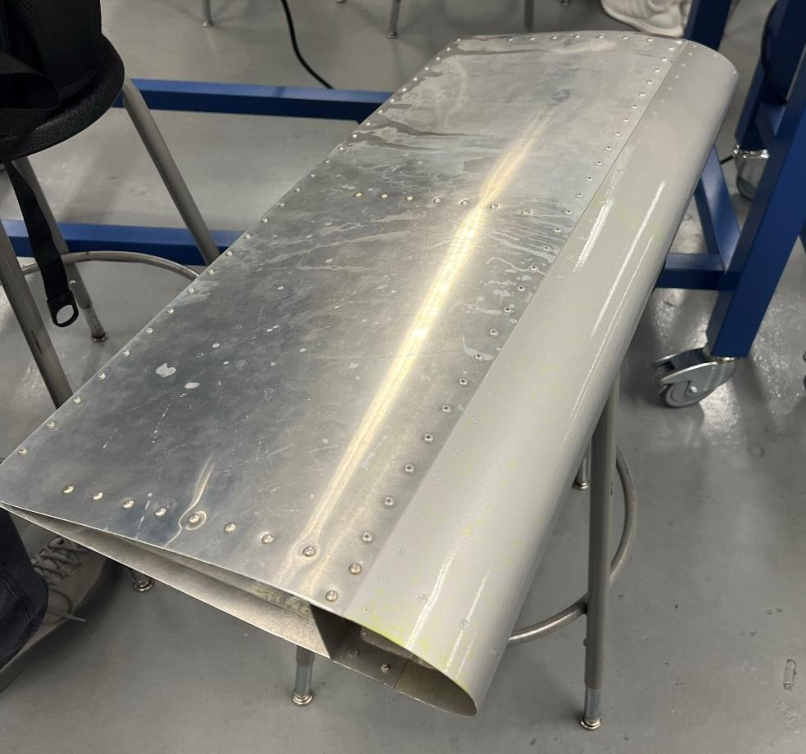
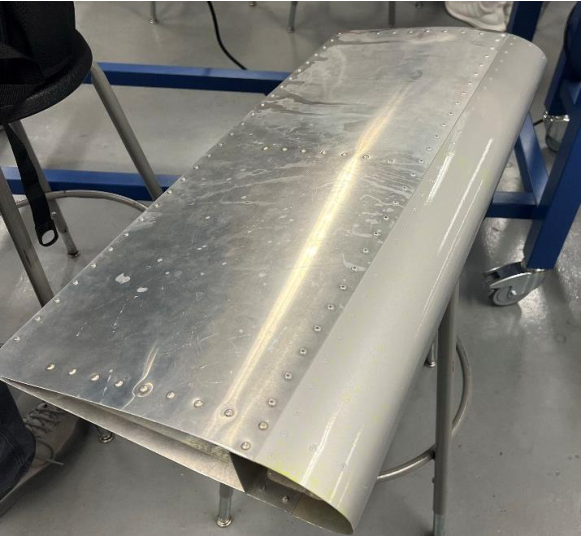
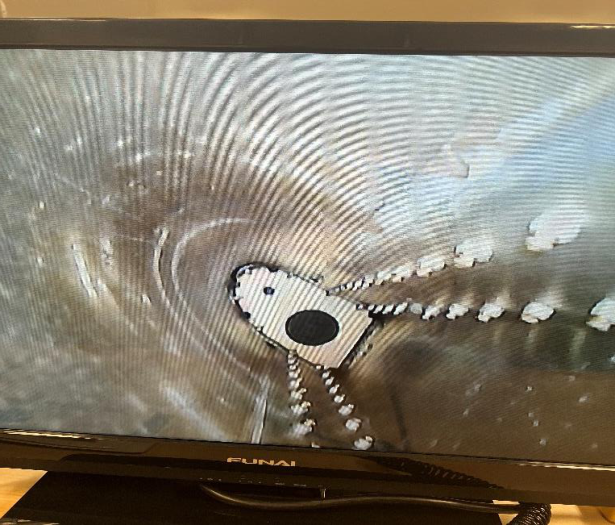
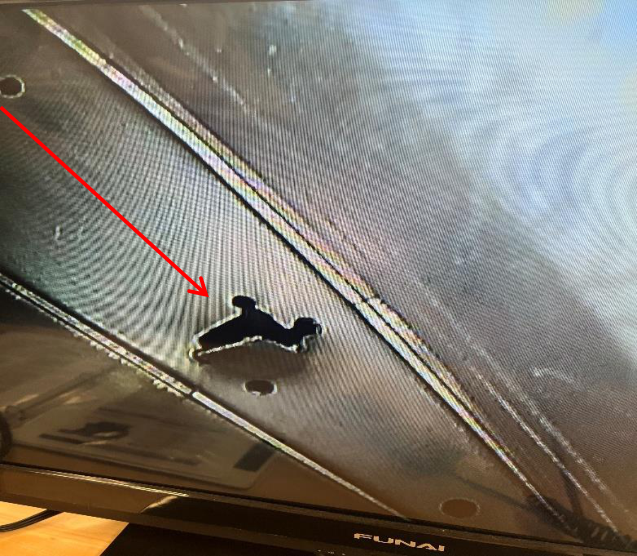
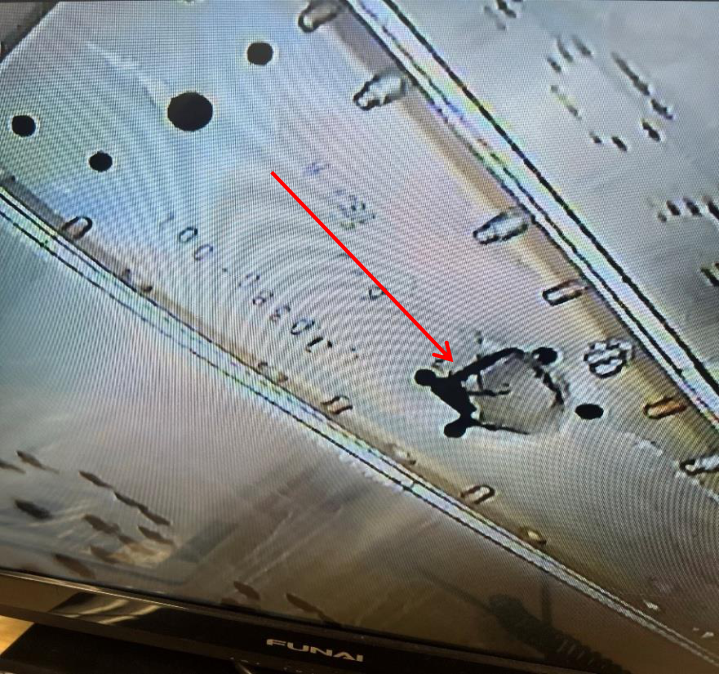
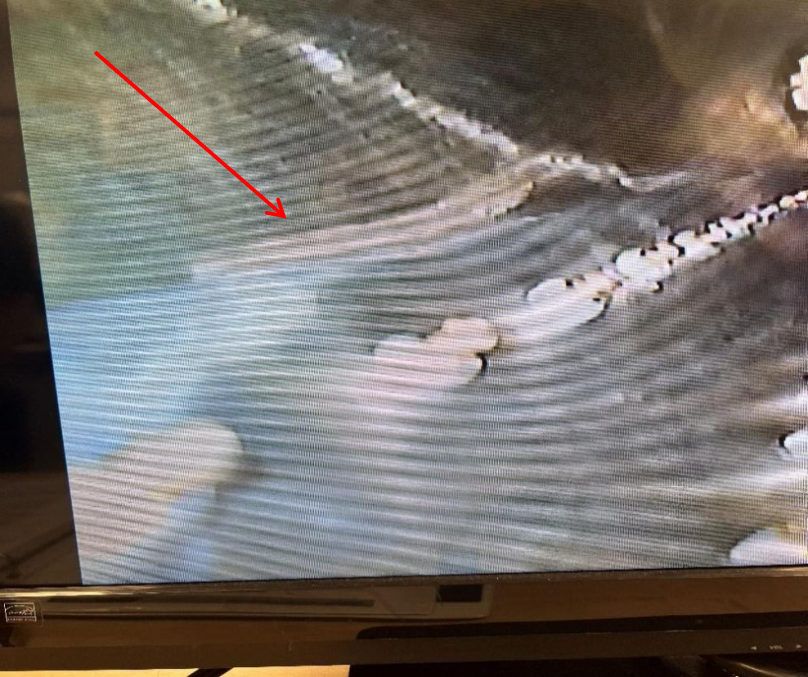
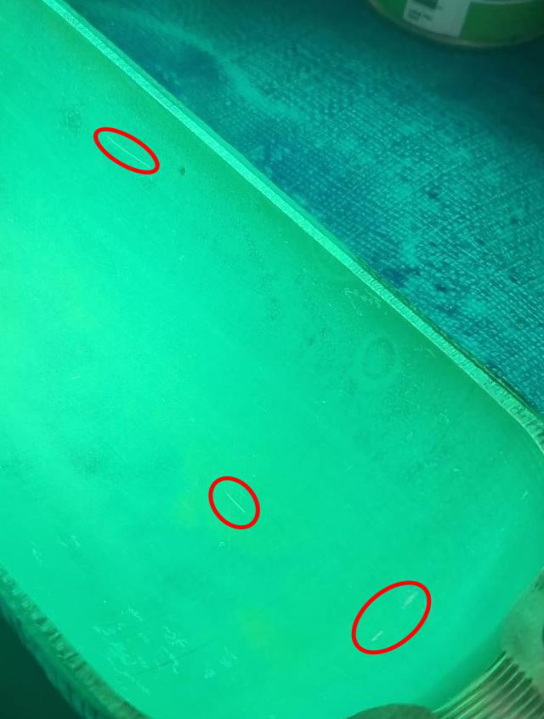
- Visual inspection — borescope examination of an aircraft wing airfoil interior for cracks near rivet holes
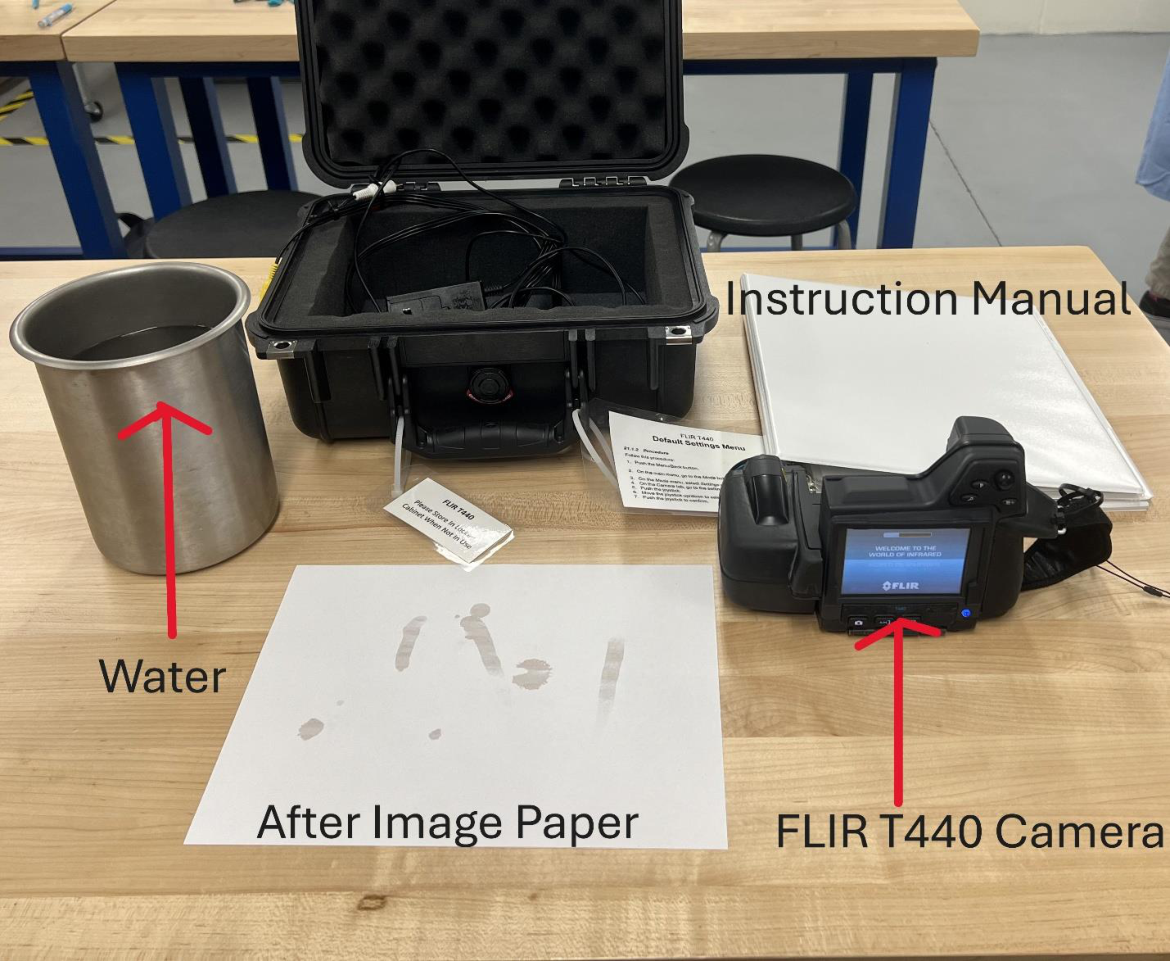
- Thermography — FLIR T440 infrared camera detecting surface temperature gradients
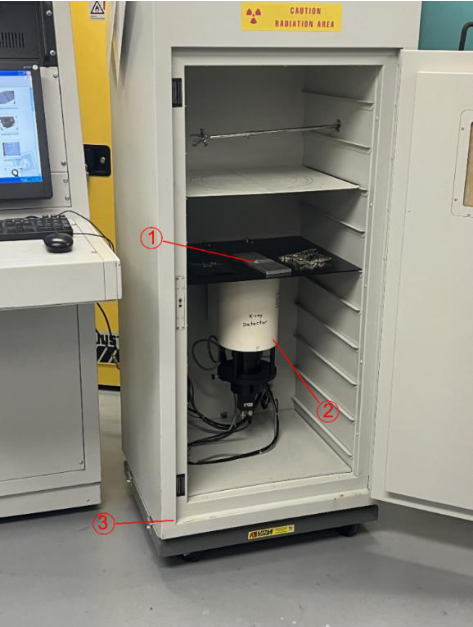
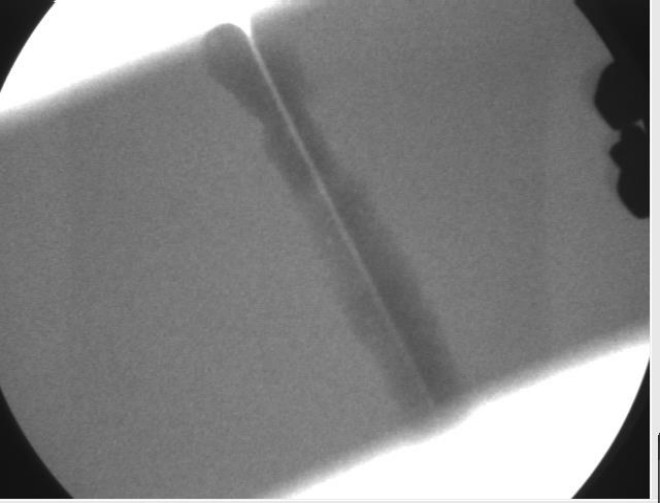
- Radiography — X-ray imaging of a welded aluminum plate to visualize internal structure
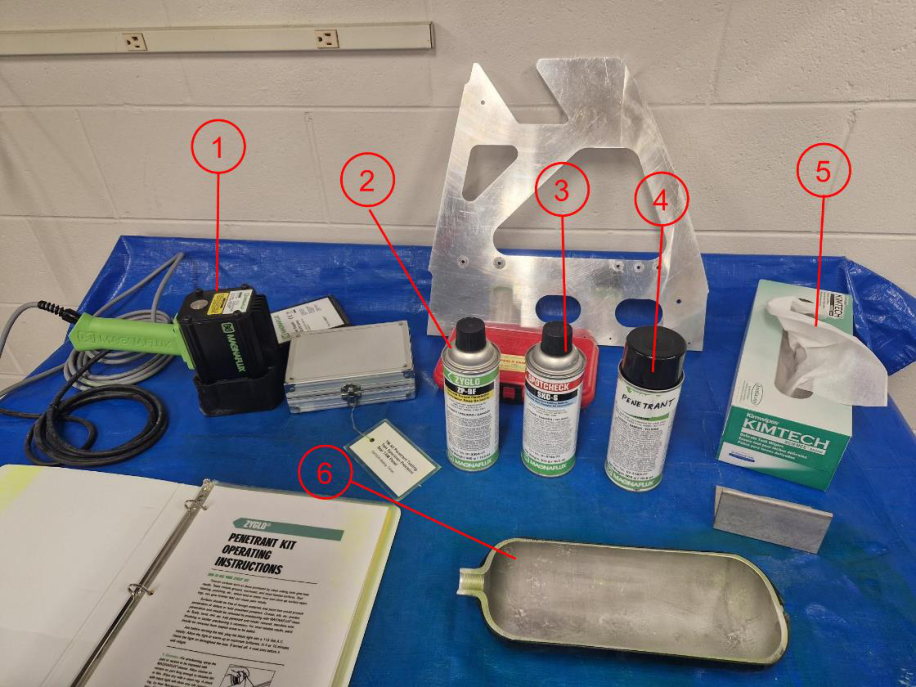
- Liquid penetrant — fluorescent dye/developer revealing surface discontinuities under UV light
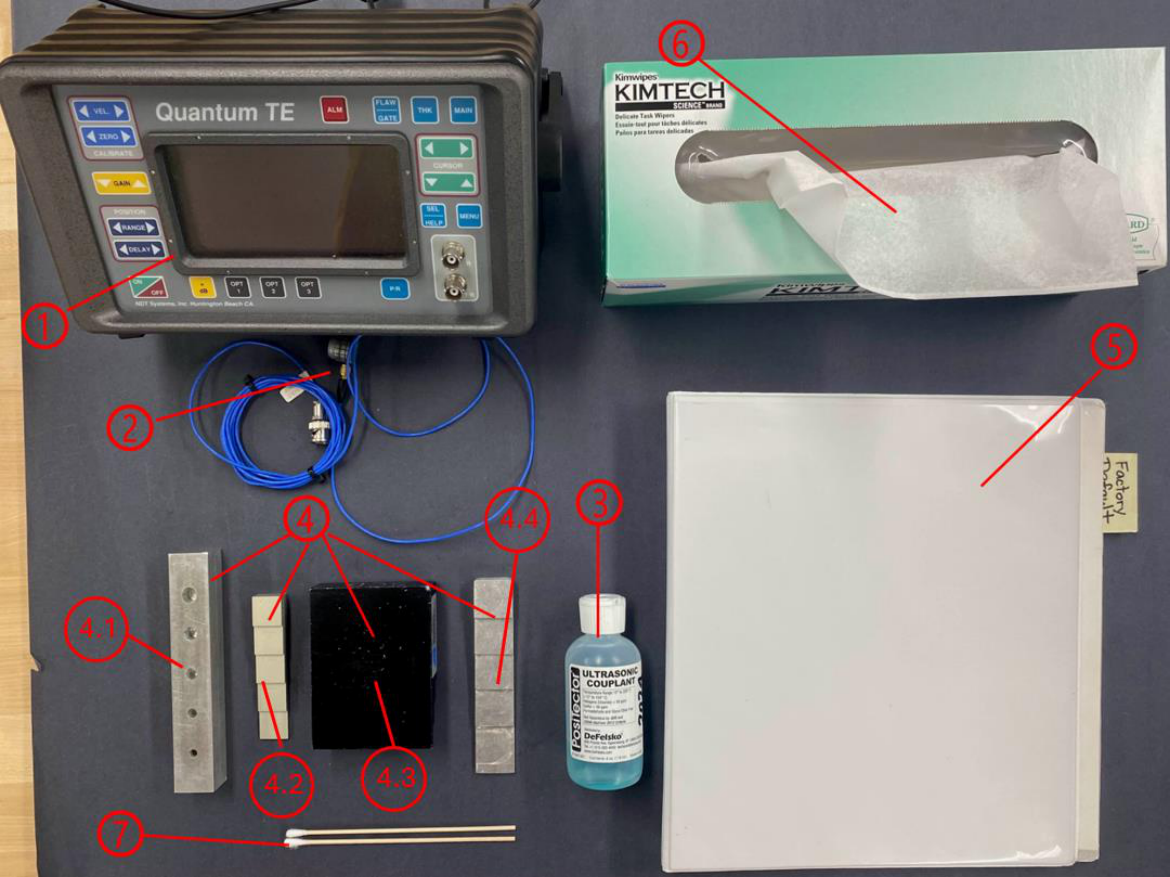
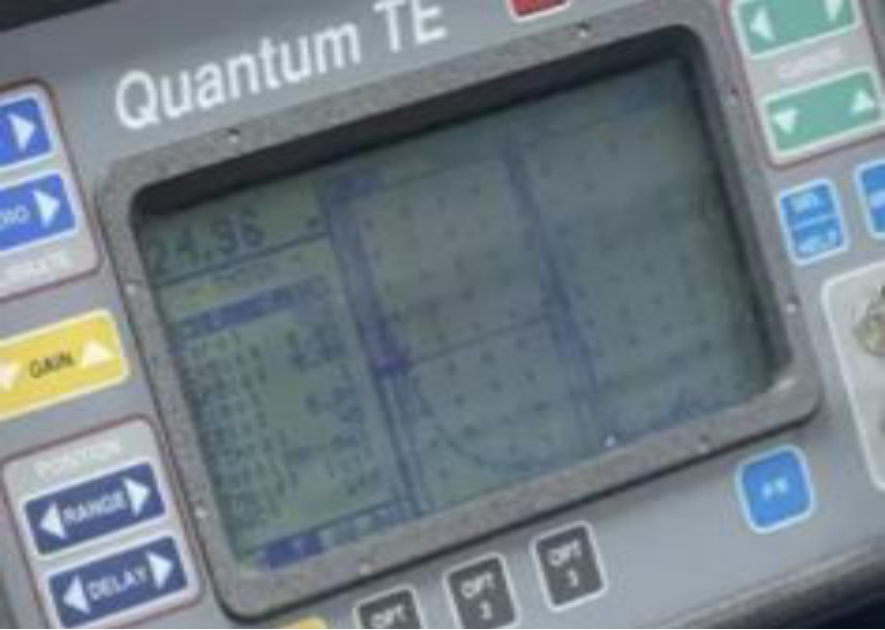
- Ultrasonics — 5 MHz piezoelectric transducer mapping echo time-of-flight vs. thickness